案例背景
在食品饮料行业,生产过程的精准控制对于保证产品质量和安全至关重要。某知名食品饮料企业的生产线上,前处理、灌装和包装环节采用了基于 ProfiNet 主站的施耐德 M340 系列 PLC 进行控制,以确保生产过程的稳定性和精确性。而原料仓储和配送环节由于使用了一些进口设备,采用了基于 Ethernet/IP 主站的欧姆龙 NJ 系列 PLC。不同协议的 PLC 导致生产数据无法实时整合,原料供应与生产进度难以同步,影响了产品的质量和生产效率。为了实现生产过程的精准控制,企业决定采用塔讯 TX 161 - RE - EIS/PNS 网关进行 ProfiNet 转 Ethernet/IP 的协议转换。

设备参数
· 施耐德 M340 系列 PLC:型号为 BMX P34 2040,支持 ProfiNet 协议,具有丰富的功能模块和可靠的控制性能,能够满足食品饮料生产过程的复杂控制需求。
· 欧姆龙 NJ 系列 PLC:型号为 NJ501 - 1300,作为 Ethernet/IP 主站,具备高速的数据处理能力和灵活的通信接口,可实现原料仓储和配送设备的高效控制。
· 塔讯 TX 161 - RE - EIS/PNS 网关:能够稳定地实现 ProfiNet 从站转 Ethernet/IP 从站的协议转换,支持高速数据传输,确保生产数据的实时性和准确性。
硬件连接
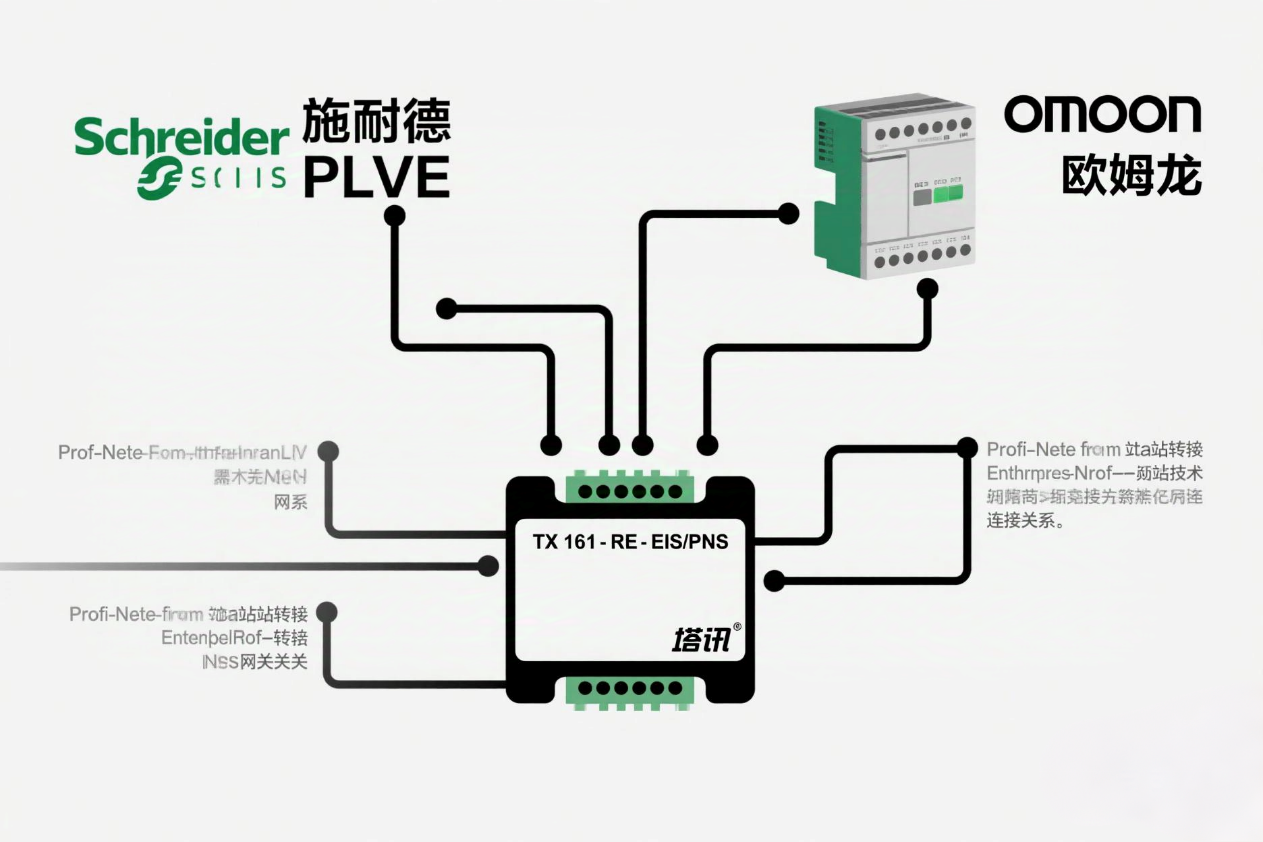
将塔讯 TX 161 - RE - EIS/PNS 网关的 ProfiNet 端口通过专用网线连接到施耐德 M340 PLC 的 ProfiNet 接口,确保网络连接的稳定性。同时,将网关的 Ethernet/IP 端口连接到欧姆龙 NJ 系列 PLC 的 Ethernet/IP 接口。为网关提供符合食品行业卫生标准的电源供应,并进行防潮、防尘处理,以适应食品饮料生产环境的要求。
软件配置
· 施耐德 M340 PLC(ProfiNet 主站)配置:打开施耐德 Unity Pro 编程软件,新建项目并选择 BMX P34 2040 PLC。在项目中添加 ProfiNet 设备,导入塔讯网关的设备描述文件。设置 PLC 与网关之间的 ProfiNet 通信参数,如 IP 地址、子网掩码等。在硬件配置中,对网关进行组态,根据生产流程的需求,设置输入输出数据区。例如,将输入数据区的一部分用于接收原料仓储的库存信息,输出数据区的一部分用于发送灌装和包装环节的生产指令。
· 欧姆龙 NJ 系列 PLC(Ethernet/IP 主站)配置:使用欧姆龙 Sysmac Studio 编程软件,创建新项目并选择 NJ501 - 1300 PLC。在项目中添加 Ethernet/IP 设备,导入塔讯Ethernet/IP转ProfiNet网关的 EDS 文件。设置 PLC 与网关之间的 Ethernet/IP 通信参数,如 IP 地址、端口号等。在硬件组态中,对网关进行配置,确定输入输出数据映射关系。比如,将原料配送设备的运行状态映射到输入寄存器,将前处理环节的生产需求映射到输出寄存器。
· 塔讯 TX 161 - RE - EIS/PNS 网关配置:使用塔讯网关配置软件,新建工程并选择 TX 161 - RE - EIS/PNS 网关。在 ProfiNet 设置中,配置与施耐德 PLC 相同的网络参数,确保与 ProfiNet 网络的通信正常。同时,设置输入输出数据长度,与施耐德 PLC 中设置的数据区一致。在 Ethernet/IP 设置中,配置与欧姆龙 PLC 相同的网络参数,设置输入输出数据长度与欧姆龙 PLC 中的数据映射关系对应。完成配置后,将配置下载到网关。

测试与验证
在软件配置完成后,进行全面的测试。首先,在施耐德 PLC 中编写测试程序,向网关发送原料需求指令,检查欧姆龙 PLC 是否能够正确接收并控制原料配送设备。然后,在欧姆龙 PLC 中编写测试程序,向网关发送原料库存信息,验证施耐德 PLC 是否能够准确接收并根据库存情况调整生产计划。同时,模拟生产过程中的异常情况,如原料短缺、设备故障等,测试 ProfiNet 转 Ethernet/IP 通信的容错能力和稳定性。

总结
通过塔讯 TX 161 - RE - EIS/PNS 网关实现 ProfiNet 转 Ethernet/IP 的协议转换,食品饮料企业实现了生产过程的精准控制。生产数据能够实时整合,原料供应与生产进度实现了同步。例如,当原料库存不足时,生产线上的设备能够自动调整生产速度,避免因原料短缺导致的生产停滞。这提高了产品质量的稳定性,降低了生产成本,提升了企业的市场竞争力。


git高阶命令分析【结合使用场景】)









)
)


)
 下一代 Python 包管理工具:UV)

