一、背景介绍
在智能制造领域,机器视觉检测与 PLC 控制的无缝集成是实现自动化生产线闭环控制的关键。本文将详细介绍如何使用 C# 开发上位机系统,实现 Cognex VisionPro 视觉系统与西门子 S7 PLC 的数据交互,打造高效、稳定的工业检测方案。
二、系统架构设计
1. 硬件组成
- 工业相机:Cognex DM 系列智能相机(分辨率 1280×1024,帧率 30FPS)
- 光源系统:环形 LED 光源(可调亮度,消除反光)
- PLC 控制器:西门子 S7-1200(CPU 1214C DC/DC/DC)
- 工控机:研华 IPC-610L(i7 处理器,8GB RAM,Windows 10 系统)
2. 软件架构
┌───────────────────────────────────────────┐
│ 上位机应用 (C#) │
│ ┌───────────────┐ ┌───────────────────┐ │
│ │ VisionPro接口 │ │ PLC通信模块 │ │
│ │ (Cognex DLL) │ │ (S7.NET库) │ │
│ └───────────────┘ └───────────────────┘ │
└───────────────────┬───────────────────────┘│
┌───────────────────┼───────────────────────┐
│ ▼ │
│ ┌─────────────────────┐ ┌──────────────┐ │
│ │ VisionPro软件 │ │ PLC编程软件 │ │
│ │ (Cognex Designer) │ │ (TIA Portal) │ │
│ └─────────────────────┘ └──────────────┘ │
└───────────────────┬───────────────────────┘│
┌───────────────────┼───────────────────────┐
│ ▼ │
│ ┌─────────────────────┐ ┌──────────────┐ │
│ │ 工业相机 │ │ PLC硬件 │ │
│ └─────────────────────┘ └──────────────┘ │
└───────────────────────────────────────────┘
三、VisionPro 项目开发
1. 创建检测任务
在 VisionPro Designer 中完成以下操作:
- 配置相机参数(曝光时间、增益、触发模式)
- 设计定位工具(PatMax 模式匹配)
- 添加测量工具(卡尺、边缘检测)
- 设置缺陷检测算法(Blob 分析、灰度对比)
- 导出 C# 代码模板
2. 关键代码分析
以下是 VisionPro C# 接口的核心代码:
// 初始化VisionPro应用
private CogApplication cogApp;
private CogAcqFifoTool acqFifoTool;
private CogPMAlignTool pmAlignTool;
private CogBlobTool blobTool;// 加载VPP项目文件
private void LoadVisionProProject(string projectPath)
{cogApp = new CogApplication();cogApp.LoadFromFile(projectPath);// 获取各工具引用acqFifoTool = cogApp.Tools["AcqFifoTool"] as CogAcqFifoTool;pmAlignTool = cogApp.Tools["PMAlignTool"] as CogPMAlignTool;blobTool = cogApp.Tools["BlobTool"] as CogBlobTool;
}// 执行视觉检测
public VisionResult RunInspection()
{// 触发图像采集acqFifoTool.Run();CogImage8Grey image = acqFifoTool.OutputImage as CogImage8Grey;// 执行定位pmAlignTool.InputImage = image;pmAlignTool.Run();// 执行缺陷检测blobTool.InputImage = image;blobTool.Offset = pmAlignTool.Results.GetPose(0);blobTool.Run();// 返回检测结果return new VisionResult{IsPass = blobTool.Results.GetBlobs().Count == 0,DefectCount = blobTool.Results.GetBlobs().Count,InspectionTime = DateTime.Now};
}
四、PLC 通信实现
1. 通信协议选择
采用S7.NET库实现 C# 与 Siemens S7 PLC 的通信,支持以下协议:
- S7-200 SMART:S7.NET的 S7200SmartPlc 类
- S7-1200/1500:S7.NET的 S71200Plc 类
- 通信方式:TCP/IP(默认端口 102)
2. 核心通信代码
using S7.Net;public class PlcController : IDisposable
{private Plc plc;// 初始化PLC连接public bool Connect(string ipAddress, CpuType cpuType = CpuType.S71200){try{plc = new Plc(cpuType, ipAddress, 0, 1);plc.Open();return plc.IsConnected;}catch (Exception ex){Console.WriteLine($"PLC连接失败: {ex.Message}");return false;}}// 读取PLC数据public bool[] ReadInputBits(int startAddress, int count){if (!plc.IsConnected) return null;try{var data = plc.DBRead(1, startAddress, VarType.Bit, count);return data.Cast<bool>().ToArray();}catch (Exception ex){Console.WriteLine($"读取PLC数据失败: {ex.Message}");return null;}}// 写入PLC数据public bool WriteOutputBits(int startAddress, bool[] values){if (!plc.IsConnected) return false;try{plc.DBWrite(1, startAddress, values);return true;}catch (Exception ex){Console.WriteLine($"写入PLC数据失败: {ex.Message}");return false;}}// 释放资源public void Dispose(){plc?.Close();plc?.Dispose();}
}
五、集成控制流程
1. 数据交互流程设计
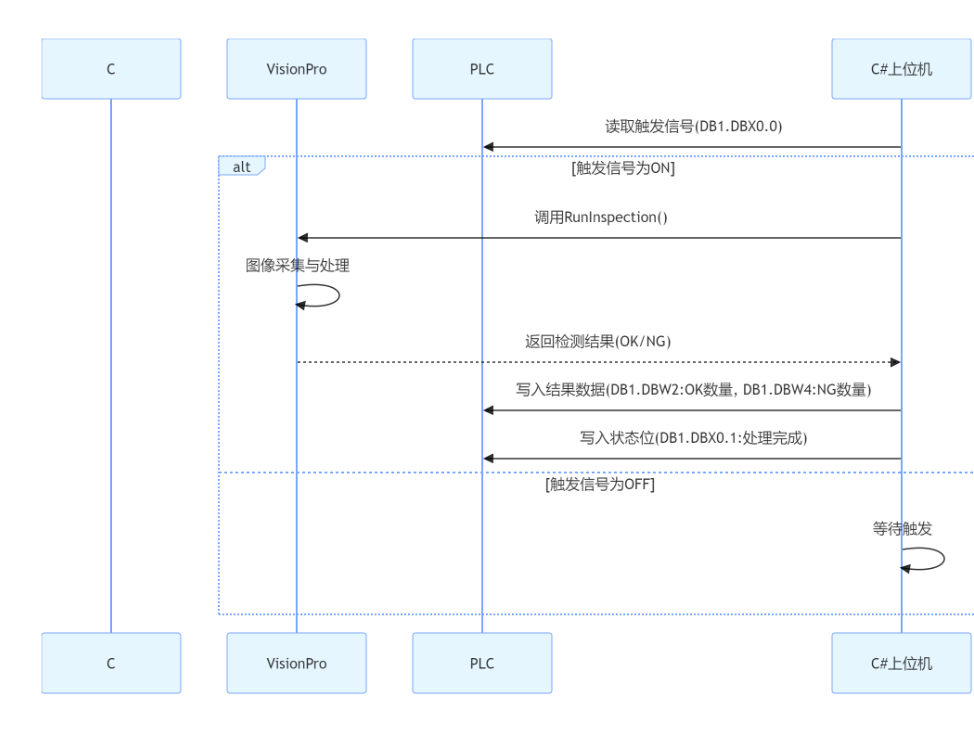
sequenceDiagramparticipant C#上位机participant VisionProparticipant PLCC#上位机->>PLC: 读取触发信号(DB1.DBX0.0)alt 触发信号为ONC#上位机->>VisionPro: 调用RunInspection()VisionPro->>VisionPro: 图像采集与处理VisionPro-->>C#上位机: 返回检测结果(OK/NG)C#上位机->>PLC: 写入结果数据(DB1.DBW2:OK数量, DB1.DBW4:NG数量)C#上位机->>PLC: 写入状态位(DB1.DBX0.1:处理完成)else 触发信号为OFFC#上位机->>C#上位机: 等待触发end
2. 主控制逻辑
public class VisionSystem
{private readonly PlcController plcController;private readonly VisionProController visionProController;private Timer inspectionTimer;// 系统初始化public void Initialize(string plcIp, string visionProProjectPath){// 初始化PLC控制器plcController = new PlcController();plcController.Connect(plcIp);// 初始化VisionPro控制器visionProController = new VisionProController();visionProController.LoadVisionProProject(visionProProjectPath);// 设置定时检查PLC触发信号inspectionTimer = new Timer(CheckTriggerSignal, null, 0, 100); // 每100ms检查一次}// 检查PLC触发信号private void CheckTriggerSignal(object state){if (!plcController.IsConnected) return;// 读取PLC触发位(DB1.DBX0.0)var triggerBits = plcController.ReadInputBits(0, 1);if (triggerBits != null && triggerBits[0]){// 执行视觉检测var result = visionProController.RunInspection();// 写入检测结果到PLCplcController.WriteOutputBits(2, new bool[] { result.IsPass }); // DB1.DBX2.0:检测结果plcController.WriteOutputBits(3, new bool[] { false }); // DB1.DBX3.0:重置触发信号}}
}
六、实战案例:电子元件外观检测
1. 项目需求
- 检测 PCB 板上的 IC 芯片是否存在引脚变形、缺件等缺陷
- 检测速度:≥10 件 / 秒
- 缺陷精度:≥0.1mm
2. 解决方案
- 硬件配置:Basler ace 相机 + 环形光源,Siemens S7-1200 PLC 控制流水线
- 软件实现:
- VisionPro:使用 PatMax 定位芯片,Blob 分析检测引脚缺陷
- C# 上位机:通过S7.NET与 PLC 通信,实现触发控制与结果反馈
- 性能指标:检测准确率 99.8%,单帧处理时间≤80ms
3. 界面设计
csharp
// 创建WPF界面显示检测结果
public partial class MainWindow : Window
{private VisionSystem visionSystem;public MainWindow(){InitializeComponent();visionSystem = new VisionSystem();}private void btnStart_Click(object sender, RoutedEventArgs e){// 启动系统visionSystem.Initialize(txtPlcIp.Text, txtVisionProPath.Text);lblStatus.Content = "系统运行中...";}// 实时更新检测结果显示private void UpdateResultDisplay(VisionResult result){Dispatcher.Invoke(() =>{imgResult.Source = result.Image;lblResult.Content = result.IsPass ? "合格" : "不合格";lblDefectCount.Content = result.DefectCount.ToString();});}
}
七、常见问题与解决方案
-
通信不稳定
- 原因:网络波动、PLC 程序冲突
- 解决方案:增加心跳包机制,设置超时重连,优化 PLC 程序中的通信处理。
-
视觉检测误判
- 原因:光照变化、相机抖动
- 解决方案:添加动态阈值算法,使用机械臂固定相机位置,增加光源稳定性。
-
系统响应延迟
- 原因:上位机性能不足、算法复杂度高
- 解决方案:升级硬件配置,优化 VisionPro 算法(减少不必要的工具),采用多线程处理。
八、总结与展望
本文详细介绍了基于 VisionPro 和 C# 实现机器视觉与 PLC 集成的完整方案,包括系统架构设计、VisionPro 项目开发、PLC 通信实现及实际案例应用。通过这种集成方式,可显著提高工业生产线的自动化水平和检测精度。
未来趋势方面,结合深度学习的缺陷检测(如使用 YOLO 模型)和基于 OPC UA 的跨平台通信将成为主流,进一步提升智能制造的柔性化和智能化程度。
参考文献
- Cognex VisionPro 官方文档
- S7.NET开源库文档(GitHub - S7NetPlus/s7netplus: S7.NET+ -- A .NET library to connect to Siemens Step7 devices)
- 西门子 S7 PLC 通信协议规范








Java学习-5.14(注册,盐值加密,模糊查询))










